Tailles des trous: tables, outils, processus de coupe
Pour couper un filetage intérieur sur une pièce, vous devez d'abord percer un trou. Sa taille n'est pas égale au diamètre du fil, mais doit être légèrement plus petite. Vous pouvez trouver le diamètre du foret pour le filetage dans un tableau spécial, mais pour cela, vous devez également connaître le type de filetage.

Les paramètres de filetage déterminent le diamètre du foret
Le contenu de l'article
Réglages principaux
Tout thread est caractérisé par deux paramètres:
- diamètre (D);
- étape (P) - la distance d'une boucle à une autre.
Ils sont déterminés par GOST 1973257-73. Un grand pas est considéré comme normal, mais plusieurs petits pas y correspondent. Le petit pas est utilisé lorsqu'il est appliqué sur des produits à paroi mince (tuyaux à paroi mince). Ils font également un petit tour si le fil appliqué est un moyen d'ajuster des paramètres. Aussi, un petit pas entre les spires est effectué pour augmenter l'étanchéité de la liaison et pour pallier le phénomène d'auto-vissage de la pièce. Dans d'autres cas, une (grande) marche standard est coupée.
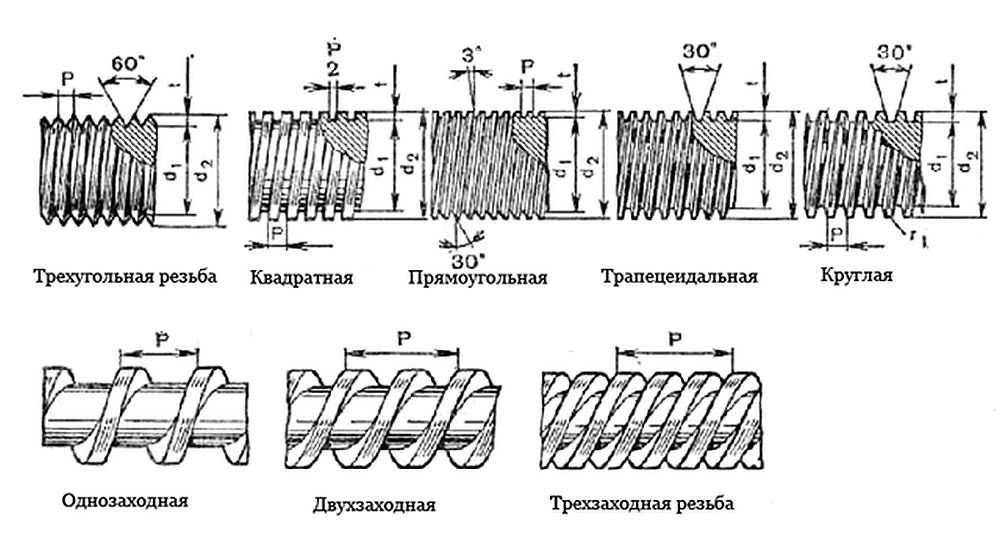
Types de filetage et leurs principales caractéristiques
Il existe de nombreux types de fil, car chacun a ses propres particularités de formation, le diamètre du trou pour le fil est différent dans chaque cas. Tous sont prescrits dans les GOST, mais le plus souvent, ils utilisent des filetages métriques triangulaires et métriques coniques. Nous en reparlerons plus loin.
Nous voyons généralement des filetages triangulaires sur les boulons et autres attaches similaires, coniques - sur la plupart des produits de plomberie qui impliquent une connexion détachable.
Gadgets
Pour la sculpture de bricolage, de petits outils sont utilisés:
- matrices (elles sont également appelées lerki) pour appliquer des virages de l'extérieur (généralement sur un tuyau ou une tige métallique (épingle);
- robinets - pour l'intérieur (ici, vous devez faire un trou pour eux au préalable).

Tapez (en haut) et mourez (en bas)

Tous ces dispositifs sont constitués d'alliages, caractérisés par une résistance accrue et une résistance à l'abrasion. Sur leur surface, des rainures et des rainures sont appliquées, à l'aide desquelles leur image miroir est obtenue sur la pièce à usiner.
Tout taraud ou matrice est marqué - ils ont une inscription indiquant le type de fil que cet appareil coupe - diamètre et pas. Ils sont insérés dans des supports - clés et porte-matrices - fixés là avec des vis. En maintenant l'outil de taraudage dans le support, il est mis en place / inséré à l'endroit où une connexion détachable est requise. En faisant défiler l'appareil, des virages se forment. Cela dépend de la façon dont l'appareil est correctement réglé au début du travail si les bobines «se couchent» uniformément. Par conséquent, faites les premiers virages en essayant de garder la structure uniforme, en évitant les décalages et les distorsions. Après quelques révolutions, le processus sera plus facile.
Les fils de petit à moyen diamètre peuvent être coupés manuellement. Les types difficiles (à deux et trois voies) ou le travail avec les mains de grands diamètres n'est pas possible - trop d'efforts sont nécessaires. À ces fins, un équipement mécanisé spécial est utilisé - pour les tours avec des tarauds et des matrices fixés sur eux.
Comment couper correctement
Vous pouvez appliquer des fils sur presque tous les métaux et leurs alliages - acier, cuivre, aluminium, fonte, bronze, laiton, etc. Il n'est pas recommandé de le faire sur un fer chaud - c'est trop dur, il s'effondrera pendant le fonctionnement et il ne sera pas possible d'obtenir des virages de haute qualité, ce qui signifie que la connexion ne sera pas fiable.

Outil de travail
Préparation
Il est nécessaire de travailler sur du métal pur - éliminer la rouille, le sable et autres contaminants.Ensuite, l'endroit où le fil sera appliqué doit être lubrifié (sauf pour la fonte et le bronze - vous devez travailler avec eux "à sec"). Il existe une émulsion spéciale pour la lubrification, mais sinon, vous pouvez utiliser du savon imbibé. Vous pouvez également utiliser d'autres lubrifiants:
- huile de lin pour acier et laiton;
- térébenthine pour le cuivre;
- kérosène - pour l'aluminium.
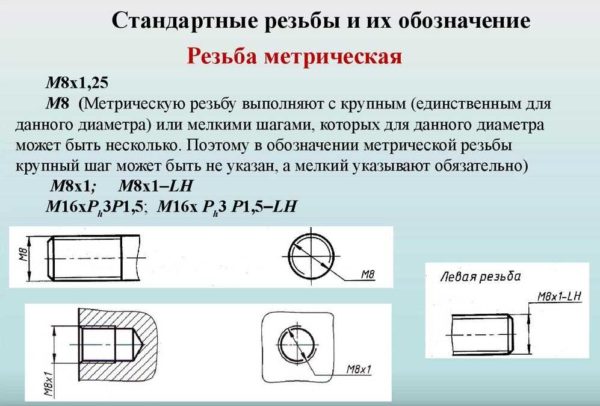
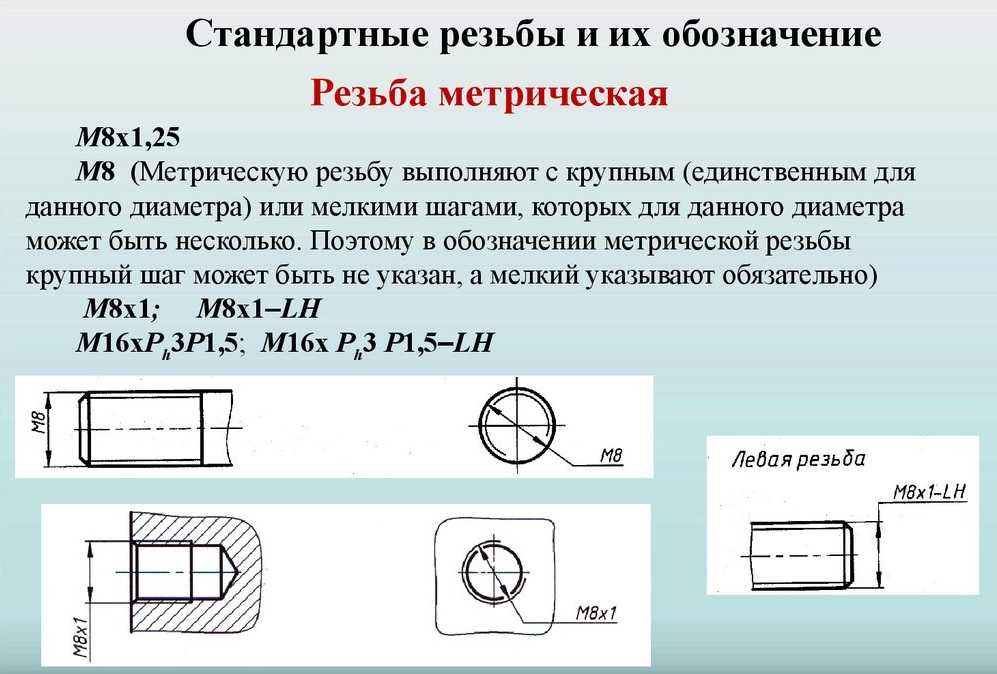
Options de filetage métrique
Vous pouvez souvent entendre des conseils pour utiliser de l'huile de machine, de l'huile minérale ou même du saindoux lors de la coupe des fils. Ils fonctionnent bien, mais les experts disent qu'il vaut mieux ne pas le faire - les copeaux colleront à la substance visqueuse, ce qui entraînera une usure rapide du robinet ou de la matrice.
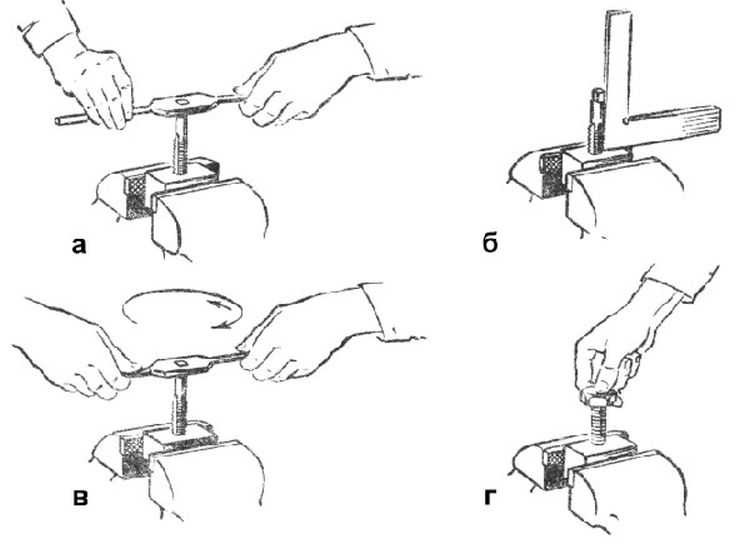
Processus de tranchage
Lors de la coupe de filets externes, la matrice est placée strictement perpendiculairement à la surface du tuyau ou de la tige. Lorsque vous travaillez, il ne doit pas bouger, sinon les virages s'avéreront inégaux et la connexion sera laide et peu fiable. Les premiers virages sont particulièrement importants. Cela dépend de la façon dont ils «pondent» si la connexion sera alors faussée.
En appliquant un filetage intérieur, la pièce est fixée immobile. Si c'est un petit morceau, vous pouvez le saisir dans un étau. Si la plaque est grande, fixez-la avec les méthodes disponibles, par exemple en la fixant avec des barres. M
Le taraud est inséré dans le trou de sorte que son axe soit parallèle à l'axe du trou. Avec peu d'effort, petit à petit, ils commencent à se tordre dans une direction donnée. Dès que vous sentez que la résistance a augmenté, dévissez le robinet et nettoyez-le des copeaux. Après le nettoyage, le processus se poursuit.
Processus de découpage de photos
Lorsque vous percez un trou borgne, sa profondeur doit être légèrement plus profonde que nécessaire - cet excès doit inclure la pointe du robinet. Si cela est structurellement impossible, la pointe est coupée du robinet. Dans le même temps, il ne convient pas pour une opération ultérieure, mais il n'y a pas d'autre issue.
Pour que les spires soient de haute qualité, deux tarauds ou matrices sont utilisés - un brut et un de finition. La première passe est faite de l'ébauche, la seconde - la finition. Il existe également des dispositifs de filetage combinés. Ils vous permettent de tout faire en une seule fois.
Autre astuce pratique: pour que les copeaux ne tombent pas dans la zone de travail, lors de la découpe, effectuez un tour complet dans le sens des aiguilles d'une montre, puis un demi-tour dans le sens inverse des aiguilles d'une montre. Après cela, replacez l'outil à l'endroit où il s'est arrêté et effectuez à nouveau une révolution. Cela se poursuit jusqu'à la longueur requise.
Tableaux de sélection du diamètre du foret pour le filetage
Lors de la réalisation d'un filetage intérieur, un trou est pré-percé. Il n'est pas égal au diamètre du fil, car lors de la coupe, une partie du matériau n'est pas retirée sous forme de copeaux, mais est expulsée, augmentant la taille des saillies. Par conséquent, avant d'appliquer, vous devez sélectionner le diamètre du foret pour le filetage. Cela peut être fait à l'aide de tableaux. Ils sont disponibles pour chaque type de filetage, mais voici les plus populaires - métrique, pouces, tuyau.
| Filetage métrique | Filetage en pouces | Filetage de tuyau | |||||
|---|---|---|---|---|---|---|---|
| Diamètre du fil, pouces | Pas de filetage, mm | Diamètre de perçage, mm | Diamètre du fil, pouces | Pas de filetage, mm | Diamètre de perçage, mm | Diamètre du fil, pouces | Diamètre du trou de filetage, mm |
| M1 | 0.25 | 0,75 | 3/16 | 1.058 | 3.6 | 1/8 | 8,8 |
| M1.4 | 0,3 | 1,1 | 1/4 | 1.270 | 5.0 | 1/4 | 11,7 |
| M1.7 | 0,35 | 1,3 | 5/16 | 1.411 | 6.4 | 3/8 | 15,2 |
| M2 | 0,4 | 1,6 | 3/8 | 1.588 | 7.8 | 1/2 | 18,6 |
| M2.6 | 0,4 | 2,2 | 7/16 | 1.814 | 9.2 | 3/4 | 24,3 |
| M3 | 0,5 | 2,5 | 1/2 | 2,117 | 10,4 | 1 | 30,5 |
| M3.5 | 0,6 | 2,8 | 9/16 | 2,117 | 11,8 | - | - |
| M4 | 0,7 | 3,3 | 5/8 | 2,309 | 13,3 | 11/4 | 39,2 |
| M5 | 0,8 | 4,2 | 3/4 | 2,540 | 16,3 | 13/8 | 41,6 |
| M6 | 1,0 | 5,0 | 7/8 | 2,822 | 19,1 | 11/2 | 45,1 |
| M8 | 1,25 | 6,75 | 1 | 3,175 | 21,3 | - | - |
| M10 | 1,5 | 8,5 | 11/8 | 3,629 | 24,6 | - | - |
| M12 | 1,75 | 10,25 | 11/4 | 3,629 | 27,6 | - | - |
| M14 | 2,0 | 11,5 | 13/8 | 4,233 | 30,1 | - | - |
| M16 | 2,0 | 13,5 | - | - | - | - | - |
| M18 | 2,5 | 15,25 | 11/2 | 4,33 | 33,2 | - | - |
| M20 | 2,5 | 17,25 | 15/8 | 6,080 | 35,2 | - | - |
| M22 | 2,6 | 19 | 13/4 | 5,080 | 34,0 | - | - |
| M24 | 3,0 | 20,5 | 17/8 | 5,644 | 41,1 | - | - |
Encore une fois, nous attirons votre attention sur le fait que le diamètre de perçage du filetage est donné pour un filetage grossier (filetage standard).
Tableau des diamètres de tige filetée externe
Lorsque vous travaillez dans un filetage externe, la situation est très similaire - une partie du métal est extraite, pas coupée. Par conséquent, le diamètre de la tige ou du tuyau sur lequel le filetage est appliqué doit être légèrement plus petit. Quelle est la précision - voir le tableau ci-dessous.
| Diamètre de filetage, mm | 5,0 | 6 | 8 | 10 | 12 | 16 | 20 | 24 |
|---|---|---|---|---|---|---|---|---|
| Diamètre de la tige, mm | 4,92 | 5,92 | 7,9 | 9,9 | 11,88 | 15,88 | 19,86 | 23,86 |
-
 Coupe-plaques de plâtre - un outil pour connecter rapidement des profils
Coupe-plaques de plâtre - un outil pour connecter rapidement des profils
-
 Cisailles pour couper les tuyaux: polypropylène (PPR), plastique, métal-plastique
Cisailles pour couper les tuyaux: polypropylène (PPR), plastique, métal-plastique
-
 Sélection de riveteuse (riveteuse)
Sélection de riveteuse (riveteuse)
-
 Comment choisir une branche de jardin et un hachoir à herbe - Meilleurs modèles
Comment choisir une branche de jardin et un hachoir à herbe - Meilleurs modèles
-
 Quels tracteurs à conducteur accompagnant et motoculteurs sont les meilleurs
Quels tracteurs à conducteur accompagnant et motoculteurs sont les meilleurs





Tableau des fils. Première colonne. Filetage métrique d.b. déjà en mm, il est donc métrique.
Amendement. Tableau de filetage femelle, en-tête de 1ère colonne