Comment faire cuire du métal fin
Le soudage de métaux minces est un défi même pour certains soudeurs expérimentés. Les débutants en soudage ont généralement du mal. Les règles ici ne sont pas du tout les mêmes que lors du soudage de produits épais: les caractéristiques et les difficultés sont nombreuses, ce qui rend plus difficile le choix des modes et des électrodes. Il est plus facile de le faire avec des appareils semi-automatiques de soudage, mais ils sont assez rares dans la vie de tous les jours, les onduleurs sont beaucoup plus courants. Nous parlerons ici du soudage de métal mince avec un onduleur.
Et la première difficulté lors du soudage d'un métal de faible épaisseur est qu'il ne peut pas être beaucoup chauffé: il brûle, des trous se forment. Par conséquent, ils fonctionnent selon le principe "plus vite, mieux c'est" et nous ne parlons pas du tout de trajectoires de mouvement des électrodes. La tôle mince est soudée en passant l'électrode dans une direction - le long de la couture sans aucun écart.

Lors du soudage de métaux minces, les tôles surchauffent et se plient
La deuxième difficulté est que vous devez travailler à des courants faibles, ce qui conduit au fait que l'arc doit être court-circuité. Avec une légère séparation, il s'éteint. Il peut également y avoir des problèmes d'allumage de l'arc, utilisez donc des appareils avec une bonne caractéristique courant-tension (tension en circuit ouvert supérieure à 70 V) et un réglage en douceur du courant de soudage, qui commence à partir de 10 A.
Autre inconvénient: avec un fort échauffement, la géométrie des plaques minces change: elles se plient en vagues. Il est très difficile de se débarrasser de cette lacune. La seule option est d'essayer de ne pas surchauffer ou d'éliminer la chaleur (lisez la méthode avec les tampons dissipateurs de chaleur ci-dessous).
Lors du soudage bout à bout de fines feuilles de métal, leurs bords sont soigneusement traités et nettoyés. La présence de saleté et de rouille rendra le soudage encore plus problématique. Par conséquent, alignez et nettoyez soigneusement tout. Ils placent les feuilles très près les unes des autres - sans espace. Les détails sont fixés avec des pinces, des pinces et d'autres appareils. Ensuite, les pièces sont clouées tous les 7 à 10 cm avec des coutures courtes - punaises. Ils empêchent les pièces de bouger et sont moins susceptibles de se plier.

Si vous nettoyez bien les bords, vous pouvez obtenir une bonne couture.
Comment faire cuire du métal fin avec un onduleur
Les machines à souder DC sont bonnes car nous pouvons souder avec une polarité inversée. Pour ce faire, connectez le câble avec le porte-électrode au "+", et accrochez le "-" à la pièce. Avec cette connexion, l'électrode chauffe davantage et le métal chauffe au minimum.
À propos, comment choisir un onduleur de soudage pour la maison ou le chalet d'été lisez ici.
Il faut cuire à l'aide des électrodes les plus fines: de 1,5 mm à 2 mm. Dans ce cas, vous devez choisir avec un coefficient de fusion élevé: même à faible courant, la couture sera de haute qualité. Le courant est réglé petit. Pour les électrodes de 1,5 mm, il devrait être d'environ 30 à 45 ampères, pour «deux» - 40 à 60 ampères. En réalité, ils le mettent parfois plus bas: il est important que vous puissiez travailler.
| Épaisseur du métal, mm | 0,5 mm | 1,0 millimètre | 1,5 mm | 2,0 millimètres | 2,5 mm |
|---|---|---|---|---|---|
| Diamètre d'électrode, mm | 1,0 millimètre | 1,6 mm à 2 mm | 2 mm | 2,0 mm à 2,5 mm | 3 mm |
| Force actuelle, A | 10-20 ampères | 30-35 ampères | 35 à 45 mm | 50 à 65 mm | 65 à 100 mm |
Pour rendre le métal moins chauffé, les pièces sont placées dans une direction verticale ou au moins inclinée. Ensuite, faites cuire de haut en bas, en déplaçant la pointe de l'électrode strictement dans cette direction (sans la dévier ni la retourner). L'angle d'inclinaison est un angle vers l'avant, tandis que sa valeur est de 30 à 40 °. Ainsi, le chauffage du métal sera minime, et c'est l'une des tâches les plus importantes pour le soudage de métaux minces.
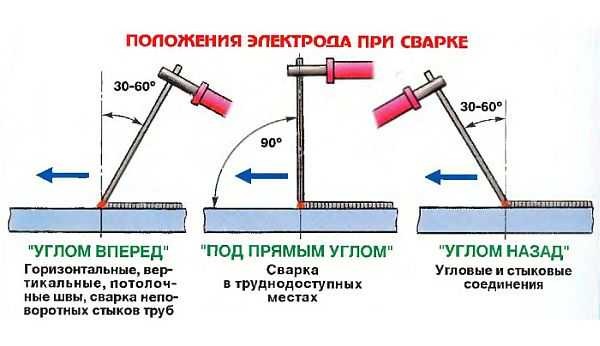
Positions des électrodes de soudage et leur utilisation
Recommandation générale pour le choix des électrodes pour le soudage des métaux minces: achetez des électrodes importées de haute qualité pour un tel travail. Il y aura beaucoup moins de problèmes.
Fabrication remise sur un cadre métallique, lisez ici.
Techniques et méthodes de soudage de tôles minces
Parfois, des feuilles minces doivent être soudées à un angle.Dans ce cas, il est plus pratique d'utiliser la méthode de bordage: les bords de la feuille sont pliés à l'angle requis, fixés avec de courtes coutures transversales tous les 5 à 10 cm.Après cela, ils sont soudés comme mentionné ci-dessus: avec une couture continue de haut en bas.
La vidéo montre comment souder une tôle mince avec une électrode à l'aide d'un onduleur de soudage. La méthode de bridage est utilisée: les bords des pièces sont repliés, puis ils sont saisis à plusieurs endroits avec des coutures courtes. Ceci est suivi d'un soudage avec une électrode mince de 2 mm d'épaisseur.
Il n'est pas toujours possible d'éviter les brûlures lors du soudage sans séparation. Ensuite, vous pouvez essayer de rompre l'arc pendant quelques instants, puis abaisser à nouveau l'électrode au même endroit et l'avancer de quelques millimètres de plus. Donc, tirant et retournant l'arc, et cuisinez. Avec cette méthode, il s'avère que le métal a le temps de se refroidir lors de la séparation de l'arc. Dans la vidéo, vous verrez comment la couleur du point de soudage change après le retrait de l'électrode. L'essentiel est de ne pas trop laisser refroidir le métal.
Le soudage par arrachement du métal fin est démontré dans la première partie de la vidéo. Méthode d'assemblage - chevauchement (une partie chevauche l'autre de 1 à 3 cm), une électrode avec un revêtement de rutile est utilisée (pour les aciers de construction et faiblement alliés). Ensuite, le soudage de l'acier inoxydable avec une électrode inoxydable avec le revêtement principal est montré, et à la fin le joint en métal ferreux est soudé avec la même électrode en acier inoxydable. La couture, en passant, s'est avérée être de meilleure qualité que lors de l'utilisation des électrodes recommandées.
En savoir plus sur le choix des électrodes pour le soudage avec une machine à onduleur ici.
Si une soudure continue n'est pas nécessaire lors du soudage de métal mince, une soudure par points est utilisée. Avec cette méthode de soudage de petite taille, les pointes sont situées à une courte distance les unes des autres. C'est ce qu'on appelle une couture interrompue.

Voici à quoi ressemble une couture interrompue sur du métal fin
En général, le soudage bout à bout de fer fin est difficile. Le chevauchement est plus facile: les pièces ne surchauffent pas tellement et il y a moins de chance que tout "conduise".
En savoir plus sur les types de soudures et de joints ici.
Lors du soudage électrique de bout en bout de métal fin, vous pouvez poser un fil fin d'un diamètre de 2,5 à 3,5 mm entre les feuilles (vous pouvez battre le revêtement sur les électrodes endommagées et les utiliser). Il est positionné de telle sorte que du côté avant il affleure la surface métallique et du mauvais côté il dépasse de près de la moitié du diamètre. Lors du soudage, l'arc est conduit le long de ce fil. Il prend la charge thermique principale et les tôles soudées sont chauffées par des courants périphériques. Dans le même temps, ils ne surchauffent pas, ils ne bocaillent pas, la couture est lisse, sans signes de surchauffe. Après avoir retiré le fil, il est difficile de voir les traces de sa présence.

Voici à quoi ressemble une couture lors du soudage d'une soudure bout à bout en métal mince avec un fil conducteur thermique posé par le bas
Une autre façon est de mettre des plaques de cuivre sous le joint. Le cuivre a une conductivité thermique très élevée - 7 à 8 fois supérieure à celle de l'acier. Placé sous le lieu de soudage, il évacue une partie importante de la chaleur, évitant ainsi la surchauffe du métal. Cette méthode de soudage des métaux minces est appelée «dissipation thermique».
Lisez ici comment souder un gazebo en métal. Vous voudrez peut-être lire comment faire brasier d'une bouteille de gaz ou métal? La chose est nécessaire et adaptée à la maîtrise du soudage.
Soudure galvanisée
Acier galvanisé - la même feuille mince, uniquement recouverte d'une couche de zinc. Si vous avez besoin de le souder, vous devrez enlever complètement ce revêtement des bords pour le soudage, pour nettoyer l'acier. Il existe plusieurs manières. La première consiste à enlever mécaniquement: avec une meule abrasive sur une meuleuse ou une meuleuse, du papier de verre et une brosse métallique. Il existe un autre moyen - de brûler en soudant. Dans ce cas, l'électrode passe deux fois le long de la couture. Dans le même temps, le zinc s'évapore (il s'évapore à 900 ° C) et ses vapeurs sont très toxiques. Ainsi, ce travail peut être effectué soit dans la rue, soit s'il y a une hotte aspirante sur le lieu de travail.Après chaque passage, vous devez abattre le flux.

Il est préférable de souder le zingué à l'air libre: l'évaporation du zinc est très nocive
Après l'élimination complète du zinc, le soudage proprement dit commence. Lors du soudage de tuyaux galvanisés, deux passes avec des électrodes différentes seront nécessaires pour obtenir un bon joint. Le premier joint est soudé avec des électrodes revêtues de rutile, par exemple MP-3, ANO-4, OZS-4. Dans ce cas, les oscillations ont une très faible amplitude. Élargissez la couture supérieure. Il est approximativement égal à trois diamètres d'électrode. Ici, il est important de ne pas se précipiter et de bien bouillir. Ce passage est utilisé par des électrodes à revêtement basique (par exemple, UONI-13/55, UONI-13/45, DSK-50).
En savoir plus sur le choix des électrodes pour le soudage par onduleur ici.
-
 Coupe-plaques de plâtre - un outil pour connecter rapidement des profils
Coupe-plaques de plâtre - un outil pour connecter rapidement des profils
-
 Cisailles pour couper les tuyaux: polypropylène (PPR), plastique, métal-plastique
Cisailles pour couper les tuyaux: polypropylène (PPR), plastique, métal-plastique
-
 Sélection de riveteuse (riveteuse)
Sélection de riveteuse (riveteuse)
-
 Comment choisir une branche de jardin et un hachoir à herbe - Meilleurs modèles
Comment choisir une branche de jardin et un hachoir à herbe - Meilleurs modèles
-
 Quels tracteurs à conducteur accompagnant et motoculteurs sont les meilleurs
Quels tracteurs à conducteur accompagnant et motoculteurs sont les meilleurs




